







Risposta diretta: Sì – a macchina per la disidratazione dei fanghi con pressa a vite è uno dei metodi più efficaci disponibili nel 2026 per ridurre il volume dei rifiuti alla fonte. Un'unità ben utilizzata può ridurre il volume dei fanghi di 70–90% , peso di smaltimento inferiore fino a 80% e ridurre significativamente i relativi costi di movimentazione rispetto ai fanghi umidi non trattati. Il funzionamento continuo a bassa velocità con un intervento minimo da parte dell'operatore lo rende lo standard pratico nel trattamento delle acque reflue municipali, nella lavorazione degli alimenti e nella gestione degli effluenti industriali in tutto il mondo.
Questo articolo esamina come a macchina per la disidratazione dei fanghi con pressa a vite funziona, quali dati prestazionali sono ottenibili, come si confronta con le alternative e cosa considerare quando si specificano le apparecchiature di disidratazione dei fanghi industriali per un impianto nuovo o esistente.
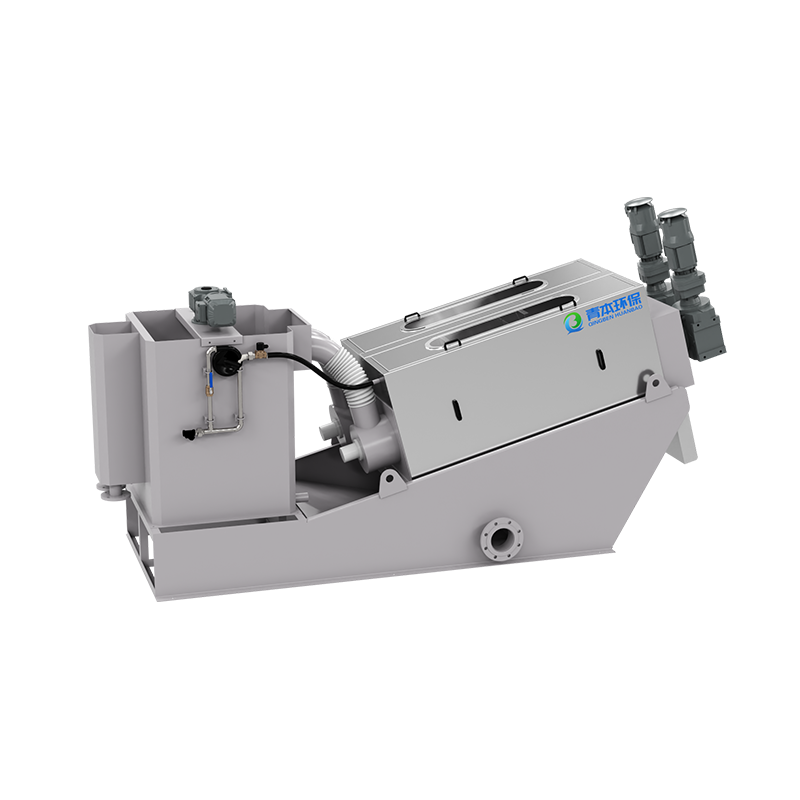
Come funziona una macchina per la disidratazione dei fanghi con pressa a vite
A separatore fanghi con pressa a vite funziona secondo un semplice principio meccanico. Il fango condizionato, tipicamente pre-addensato da un sistema di dosaggio di polimeri, viene immesso in un corpo filtrante cilindrico formato da anelli sovrapposti e distanziati con precisione. Una coclea rotante centrale convoglia quindi i fanghi dall'estremità di alimentazione all'estremità di scarico, aumentando continuamente la pressione meccanica man mano che lo spazio tra gli anelli e il passo della vite si restringono verso l'uscita.
L'acqua libera viene espulsa attraverso gli spazi tra gli anelli in una vasca di raccolta sottostante, mentre il pannello di fango progressivamente compattato viene scaricato all'uscita dove un meccanismo di contropressione (una contropiastra idraulica o a molla) controlla il contenuto di umidità finale. L'intero processo viene eseguito a 2–5 giri al minuto - molto più lento delle centrifughe - che si traduce in un basso consumo energetico, un'usura minima e un funzionamento silenzioso.
- Zona di alimentazione: i fanghi entrano a bassa pressione; l'acqua libera inizia a defluire attraverso gli spazi anulari
- Zona di ispessimento: il passo della vite diminuisce, applicando una pressione di compressione progressiva al pannello di fango
- Zona di disidratazione: viene raggiunta la pressione massima; la torta raggiunge il contenuto di umidità desiderato prima di essere scaricata
- Meccanismo autopulente: gli anelli fissi e flottanti alternati si puliscono continuamente a vicenda durante la rotazione, prevenendo l'intasamento senza acqua di scarico nella maggior parte dei modelli
Il design dell'anello autopulente rappresenta un vantaggio operativo significativo del separatore fanghi con pressa a vite : elimina la necessità di frequenti pulizie manuali o di grandi volumi di acqua di lavaggio richiesti dai sistemi a nastro, riducendo sia la manodopera di manutenzione che il consumo di acqua.
Performance di riduzione dei rifiuti: cosa mostrano i dati
L'efficacia dell'a macchina per la disidratazione dei fanghi con pressa a vite La riduzione dei rifiuti è meglio compresa attraverso tre risultati misurabili: contenuto di umidità della torta (MC), rapporto di riduzione del volume e tasso di cattura dei solidi. I valori prestazionali tipici per i fanghi ben condizionati sono i seguenti:
| Tipo di fango | Contenuto di solidi dell'alimentazione (%) | Contenuto di umidità della torta (%) | Riduzione del volume (%) | Tasso di cattura dei solidi (%) |
|---|---|---|---|---|
| Fanghi attivi comunali | 0,5 – 1,0 | 78 – 83 | 80 – 90 | 93 – 97 |
| Fango misto (primario secondario) | 1.0 – 2.0 | 74 – 80 | 75 – 85 | 94 – 98 |
| Fanghi di lavorazione alimentare | 1.0 – 3.0 | 72 – 78 | 78 – 88 | 95 – 98 |
| Fanghi di carta e cellulosa | 1,5 – 4,0 | 65 – 75 | 70 – 82 | 92 – 96 |
| Fanghi oleosi industriali | 2.0 – 5.0 | 68 – 76 | 72 – 84 | 90 – 95 |
A tasso di cattura dei solidi del 93–98% significa che quasi tutti i solidi sedimentabili vengono trattenuti nel panello anziché ritornare nel flusso del filtrato: un fattore critico per gli impianti che devono rispettare i limiti di scarico dei solidi sospesi negli effluenti trattati.
Pressa a vite rispetto ad altre apparecchiature di disidratazione dei fanghi industriali
Selezionando il diritto apparecchiature per la disidratazione dei fanghi industriali richiede la comprensione dei compromessi tra le tecnologie. La pressa a vite non è sempre l’opzione con le prestazioni più elevate in termini di secchezza della torta, ma comporta costantemente consumo di energia, complessità operativa e oneri di manutenzione.
| Parametro | Pressa a vite | Filtropressa a nastro | Decanter centrifugo | Filtropressa a piastre e telaio |
|---|---|---|---|---|
| Contenuto di umidità della torta (%) | 72 – 83 | 75 – 85 | 72 – 80 | 55 – 70 |
| Consumo energetico (kWh/t DS) | 15 – 30 | 20 – 40 | 80 – 180 | 30 – 60 |
| È necessaria l'acqua di lavaggio | Minimo/Nessuno | Alto | Moderato | Moderato |
| Livello di rumore (dB) | 55 – 65 | 60 – 70 | 75 – 90 | 60 – 70 |
| Automazione/Operazione non presidiata | Alto | Medio | Alto | Basso |
| Complessità di manutenzione | Basso | Medio | Alto | Medio |
| Adatto per fanghi fibrosi/oleosi | Sì | Limitato | Sì | Limitato |
La filtropressa a piastre e telaio ottiene il panello più secco – utile quando l'essiccazione termica o l'incenerimento a valle richiede una bassa umidità di alimentazione – ma funziona in modalità batch, richiede l'attenzione dell'operatore e genera elevati costi di manutenzione dovuti a ripetuti cicli di pressurizzazione idraulica. Per dare priorità alle strutture funzionamento continuo, a basso consumo energetico e a bassa manutenzione , il macchina per la disidratazione dei fanghi con pressa a vite è la scelta leader nel 2026.
Settori e applicazioni in cui la disidratazione con pressa a vite fornisce risultati
La versatilità del separatore fanghi con pressa a vite lo rende applicabile in una vasta gamma di settori. Di seguito sono riportati i settori che genereranno la maggiore domanda di questa tecnologia nel 2026.
Trattamento delle acque reflue municipali
Gli impianti di trattamento delle acque reflue urbane producono quotidianamente grandi quantità di fanghi biologici. Una tipica porzione di pianta 100.000 abitanti equivalenti può produrre 8.000-15.000 litri di fanghi attivi al giorno con lo 0,8% di solidi secchi. Dopo la disidratazione con pressa a vite, questo volume si riduce a 1.000–2.500 litri di torta — ridurre i requisiti di trasporto e smaltimento in discarica dell'80-85%. È possibile installare più unità in parallelo e funzionare secondo un programma automatizzato 24 ore su 24 con un intervento minimo da parte dell'operatore.
Lavorazione di alimenti e bevande
Il trattamento delle acque reflue nei macelli, negli stabilimenti lattiero-caseari, nella lavorazione dei frutti di mare e nei birrifici genera fanghi ad alto contenuto organico con buone caratteristiche di disidratazione. Le unità di pressatura a vite installate in queste strutture raggiungono regolarmente umidità della torta inferiore al 76% , producendo un materiale che spesso può essere compostato o utilizzato come integratore alimentare per animali, trasformando un onere di smaltimento in una risorsa recuperabile.
Industria della carta, della pasta di legno e del tessile
I fanghi fibrosi provenienti da cartiere e impianti di tintura tessile rappresentano sfide per i sistemi di presse a nastro a causa dell'accecamento e dell'usura del nastro. Il design chiuso ad anello e vite del macchina per la disidratazione dei fanghi con pressa a vite gestisce fanghi fibrosi e moderatamente viscosi senza i problemi di accecamento dei mezzi che riducono la produttività sui sistemi a nastro aperto.
Trattamento degli effluenti industriali
Gli impianti chimici, i produttori farmaceutici e gli impianti di fabbricazione elettronica producono fanghi con composizioni diverse. Per queste applicazioni, a macchina per la disidratazione dei fanghi personalizzata configurato con materiali resistenti alla corrosione (parti a contatto con il fluido SS316L, guarnizioni in PTFE) e alloggiamento chiuso per il controllo degli odori è la specifica standard. La produttività può essere adattata alla variabilità del flusso di alimentazione regolando la velocità della vite e le impostazioni di contropressione tramite il controllo PLC.
Digestato agricolo e da biogas
La digestione anaerobica del letame animale, degli scarti dei raccolti o dei sottoprodotti della lavorazione alimentare produce un digestato che contiene nutrienti preziosi ma è in gran parte costituito da acqua. La disidratazione con pressa a vite separa la frazione solida, ricca di fosforo e azoto, per utilizzarla come fertilizzante a lenta cessione, mentre la frazione liquida viene reimmessa nel processo o utilizzata per l'irrigazione. Questa applicazione si espanderà in tutta Europa e in Asia nel 2026 poiché le normative sull’economia circolare spingono le strutture a massimizzare il recupero dei nutrienti.
Fattori che influiscono direttamente sull’efficienza della riduzione dei rifiuti
Comprendere le variabili che controllano le prestazioni di disidratazione consente agli operatori di ottimizzarle apparecchiature per la disidratazione dei fanghi industriali e raggiungere obiettivi coerenti di riduzione del volume dei rifiuti.
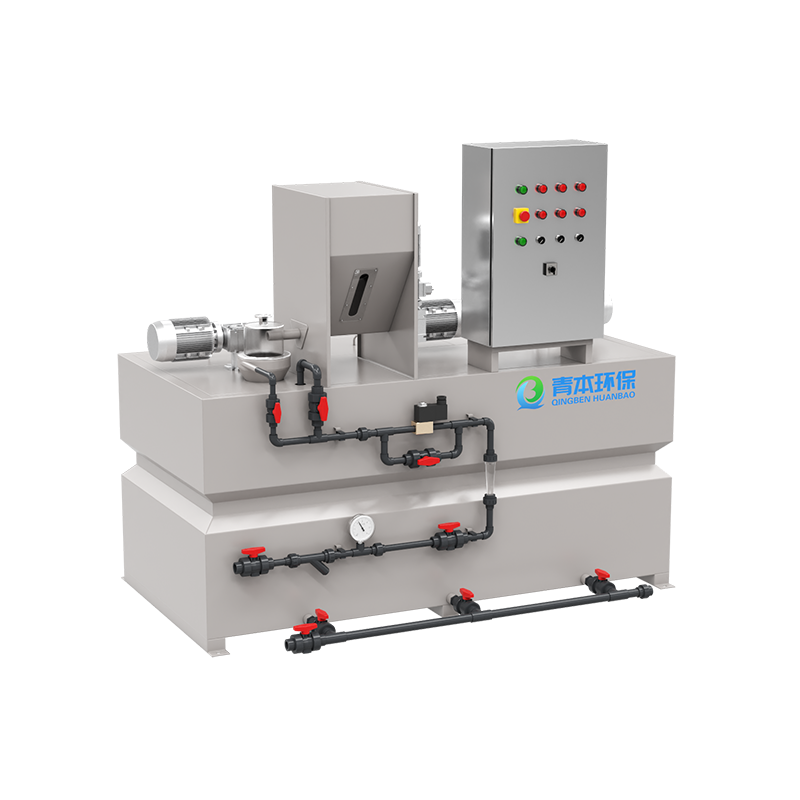
Condizionamento dei polimeri
Il dosaggio dei polimeri è la variabile più influente sulle prestazioni delle presse a vite. Il tipo corretto di polimero, il dosaggio e l'intensità della miscelazione determinano la struttura dei fiocchi, che a sua volta controlla la velocità di drenaggio e la secchezza della torta. Il sottodosaggio produce una torta bagnata e poco consolidata; un dosaggio eccessivo spreca il reagente e può peggiorare la qualità del filtrato. La dose ottimale di polimero per i fanghi attivi urbani è tipicamente 4–8 kg di polimero attivo per tonnellata di solidi secchi , determinato mediante test sul vaso prima del funzionamento su vasta scala.
Concentrazione dei solidi nell'alimentazione
Le presse a vite funzionano meglio con concentrazioni di alimentazione di 0,5–3,0% di solidi totali . Alimenti inferiori a 0,3% TS possono richiedere un pre-addensamento (tramite un ispessitore a tamburo a gravità o un'unità di flottazione ad aria disciolta) per ridurre il carico idraulico. Gli alimenti superiori al 4% di TS potrebbero essere troppo densi per un trasporto uniforme delle viti e richiedere acqua di diluizione. Mantenere una concentrazione costante del mangime è fondamentale per una qualità della torta stabile e prevedibile.
Velocità della vite e contropressione
Le velocità inferiori della vite aumentano la secchezza della torta consentendo più tempo di drenaggio nella zona di disidratazione, ma riducono la produttività. Una contropressione più elevata aumenta anche la secchezza al prezzo di una coppia più elevata e di un consumo energetico leggermente maggiore. Modernoo separatore fanghi con pressa a vite le unità includono azionamenti a frequenza variabile (VFD) sul motore della vite e controller automatizzati di contropressione, consentendo l'ottimizzazione in tempo reale senza regolazione manuale.
Distanza tra gli anelli e passo della vite
Si tratta di parametri meccanici fissi impostati durante la produzione o la messa in servizio iniziale. Per i fanghi fini e a basso contenuto di solidi, sono specificati spazi anulari più stretti (0,1–0,2 mm) per impedire il bypass dei solidi. Per alimentazioni grossolane, fibrose o ad alto contenuto di solidi, spazi più ampi (0,3–0,5 mm) migliorano la produttività senza perdite di solidi inaccettabili. Questo è uno dei motivi principali macchina per la disidratazione dei fanghi personalizzata le configurazioni sono spesso specificate: le unità standard potrebbero non essere ottimizzate per le caratteristiche specifiche dei fanghi in un dato impianto.
Come selezionare la giusta macchina per la disidratazione dei fanghi con pressa a vite
Un approccio di selezione sistematico riduce il rischio di prestazioni inferiori dopo l'installazione. Utilizzare la seguente sequenza durante la valutazione apparecchiature per la disidratazione dei fanghi industriali :
- Caratterizzare i fanghi: contenuto di solidi totali, frazione di solidi volatili, distribuzione granulometrica, pH, contenuto di oli e grassi e sedimentabilità. Si consiglia vivamente di eseguire test di disidratazione in laboratorio utilizzando una piccola unità pilota prima dell'approvvigionamento su vasta scala.
- Definire i requisiti di throughput: calcolare il flusso di picco e medio dei fanghi in m³/h o kg DS/h; dimensionare la macchina per i picchi di carico con un margine di almeno il 20%.
- Imposta l'umidità target della torta: determinare l'uso a valle del pannello (discarica, compostaggio, incenerimento, applicazione sul terreno) e lavorare a ritroso fino al contenuto di umidità richiesto per confermare che la pressa a vite possa soddisfare le specifiche.
- Seleziona i materiali di costruzione: per fanghi aggressivi (pH acido, alto contenuto di cloruri, oleoso), specificare SS316L per tutte le parti metalliche a contatto con il fluido; per i fanghi urbani standard, SS304 è adeguato e riduce il peso unitario.
- Specifica il livello di automazione: le installazioni più moderne integrano la pressa a vite con sistemi PLC/SCADA per l'avvio/arresto automatico, il controllo del dosaggio dei polimeri, l'allarme guasti e il monitoraggio remoto. Definire gli I/O richiesti e i protocolli di comunicazione in fase di specifica.
- Richiedi un test pilota o una garanzia di prestazione: fornitori affidabili di macchina per la disidratazione dei fanghi personalizzatas offrire test pilota in loco utilizzando un'unità montata su rimorchio. Ciò fornisce dati di prestazione verificati e costituisce la base di una garanzia di prestazione nel contratto di fornitura.
Requisiti di manutenzione e durata utile
Uno dei principali vantaggi operativi del separatore fanghi con pressa a vite rispetto alle tecnologie concorrenti è la sua bassa richiesta di manutenzione. La bassa velocità di rotazione (2–5 giri al minuto) riduce drasticamente l'usura di tutti i componenti mobili rispetto alle centrifughe (2.000–3.500 giri al minuto) o ai sistemi idraulici ad alta pressione nelle presse per lastre.
- Coclea: in genere richiede un'ispezione ogni 8.000–12.000 ore di funzionamento ; i voli su superficie dura possono durare 15.000-20.000 ore nel servizio municipale standard per i fanghi
- Anelli filtranti: gli anelli in acciaio inossidabile in servizio standard durano 5-10 anni ; fanghi abrasivi o fortemente acidi accorciano questo intervallo
- Motore di azionamento e cambio: manutenzione preventiva standard secondo il programma del produttore, in genere cambio dell'olio ogni 4.000 ore di funzionamento
- Sistema di dosaggio polimeri: i tubi della pompa peristaltica e le parti soggette ad usura del miscelatore richiedono la sostituzione ogni 6-12 mesi a seconda del ciclo di lavoro
- Guarnizioni e cuscinetti: ispezione annuale; sostituzione a condizione anziché a programma fisso nella maggior parte dei progetti moderni
Nel complesso, ben mantenuto macchina per la disidratazione dei fanghi con pressa a vite può garantire una durata di servizio di 15-20 anni , con revisioni importanti generalmente necessarie solo una volta ogni 8-10 anni. Questa lunga vita operativa rende l'analisi dei costi del ciclo di vita vantaggiosa rispetto alle tecnologie che richiedono una sostituzione più frequente dei componenti.






