







La risposta diretta: come la disidratazione con pressa a vite raggiunge una riduzione del volume del 60%.
Una macchina per la disidratazione dei fanghi con pressa a vite adeguatamente specificata può ridurre il volume dei fanghi umidi dal 50% al 60% in un unico passaggio — e negli impianti ottimizzati per le acque reflue municipali, alcuni sistemi raggiungono costantemente il 65%. Il meccanismo è semplice: i fanghi in ingresso contengono tipicamente dal 96% al 98% di acqua in peso. Dopo la disidratazione con pressa a vite, il panello scaricato scende al 75-82% di umidità. Questo passaggio da quasi liquido a solido gestibile è ciò che determina la drastica riduzione del volume.
Per un impianto di trattamento delle acque reflue di medie dimensioni 20 tonnellate di fanghi umidi al giorno , ciò si traduce nello smaltimento di 8-10 tonnellate di panelli disidratati invece delle 20 intere, riducendo i costi di trasporto, discarica e incenerimento all’incirca nella stessa proporzione. Questa guida spiega esattamente come funziona la disidratazione con pressa a vite, da dove viene la percentuale del 60% e come ottenerla nella pratica.
Cos'è un Macchina per la disidratazione dei fanghi con pressa a vite e come funziona
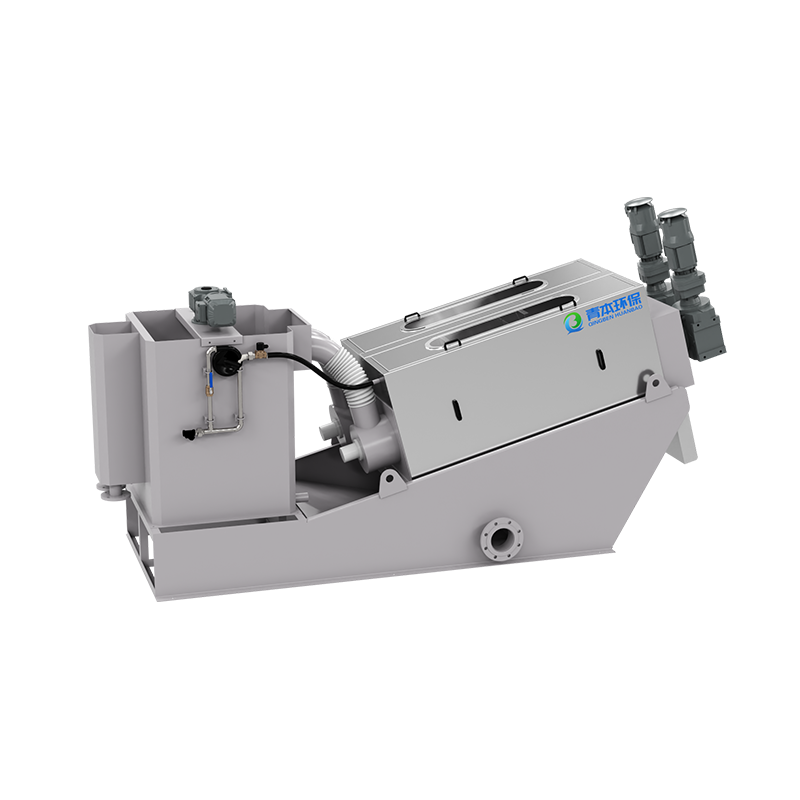
Una macchina per la disidratazione dei fanghi con pressa a vite è un separatore meccanico continuo solido-liquido che utilizza una vite elicoidale a rotazione lenta all'interno di un tamburo cilindrico per spremere progressivamente l'acqua dai fanghi. A differenza delle filtropresse a nastro o delle centrifughe, la pressa a vite funziona a velocità di rotazione molto basse, in genere Da 2 a 5 giri al minuto — che riduce drasticamente il consumo energetico e l’usura meccanica.
Le quattro fasi della disidratazione con pressa a vite
- Condizionamento: Il flocculante polimerico viene dosato nel flusso di fanghi in ingresso, legando le particelle fini in fiocchi più grandi che rilasciano acqua più facilmente sotto pressione meccanica.
- Zona di drenaggio a gravità: Il fango flocculato entra nell'estremità di ingresso del tamburo del vaglio, dove l'acqua libera viene drenata attraverso gli spazi del filtro per gravità prima che venga applicata qualsiasi pressione meccanica.
- Zona di pressione: Man mano che la coclea convoglia i fanghi verso l'estremità di scarico, il passo delle eliche della coclea diminuisce e il diametro del tamburo si restringe, comprimendo progressivamente il pannello di fango ed espellendo l'acqua legata attraverso il vaglio.
- Scarico della torta: La torta disidratata esce attraverso una piastra di contropressione regolabile, che controlla la secchezza della torta. Il filtrato (acqua separata) viene raccolto e reimmesso nel processo di trattamento.
L'intero processo è continuo e in gran parte autopulente: la vite rotante impedisce l'accecamento dello schermo, che è una modalità di guasto comune nei sistemi di filtraggio statici. Questo è il motivo per cui il sistema di disidratazione con pressa a vite è particolarmente adatto per operazioni non presidiate o leggermente supervisionate.
Pressa a vite e altre tecnologie di separazione solido-liquido: confronto delle prestazioni
La scelta della giusta tecnologia di separazione solido-liquido dipende dal tipo di fango, dal livello di secchezza del panello desiderato, dal budget energetico e dall'ambiente operativo. La tabella seguente mette a confronto il sistema di disidratazione con pressa a vite rispetto alle tre alternative più comunemente specificate in termini di prestazioni critiche.
| Metrica delle prestazioni | Pressa a vite | Filtropressa a nastro | Centrifuga | Filtropressa a camera |
|---|---|---|---|---|
| Contenuto di umidità della torta | 75–82% | 78–85% | 76-82% | 55–70% |
| Riduzione del volume (tipica) | 50-60% | 45–55% | 48-58% | 60–75% |
| Consumo energetico (kWh/tonnellata DS) | 15-30 | 20–40 | 60–120 | 25–50 |
| Livello di rumore | Basso (55–65 dB) | Moderato | Alto (80–90 dB) | Basso |
| Funzionamento continuo | Sì | Sì | Sì | Solo batch |
| È necessaria acqua per il lavaggio dello schermo/supporto | Minimo | Alto (lavaggio nastro) | Nessuno | Moderato |
| Idoneità per fanghi fibrosi | Eccellente | Bene | Povero | Bene |
Consumo energetico mediante tecnologia di disidratazione (kWh per tonnellata di solidi secchi, valori medi)
Pressa a vite
Filtropressa a nastro
Filtropressa a camera
Centrifuga
La disidratazione con pressa a vite garantisce costantemente il costo energetico più basso per tonnellata di solidi secchi trattati.
Fattori chiave che determinano se si ottiene una riduzione del volume del 60%.
Il benchmark di riduzione del volume del 60% è raggiungibile, ma non è automatico. Diverse variabili controllano direttamente il risultato e la loro comprensione consente agli operatori di ottimizzare le prestazioni in modo proattivo anziché accettare risultati non ottimali.
Condizionamento dei polimeri: l'unica leva più grande
La dose e il tipo di flocculante polimerico tengono conto Dal 30% al 40% della variazione di secchezza finale della torta tra installazioni comparabili. Il sottodosaggio lascia le particelle fini non legate, aumentando la torbidità del filtrato e l'umidità della torta. Un dosaggio eccessivo spreca sostanze chimiche e può ridurre la disidratazione creando una struttura flocculante eccessivamente viscosa. La dose ottimale di polimero per i fanghi attivi urbani è generalmente compresa tra 4 e 8 kg di polimero attivo per tonnellata di sostanza secca , ma ciò deve essere determinato mediante test in vaso per ciascun fango specifico.
Impostazione della velocità della vite e della piastra di contropressione
La velocità di rotazione della vite controlla il tempo di permanenza nella zona di pressione. Velocità più basse aumentano il tempo di permanenza e generalmente producono una torta più secca, ma riducono anche la produttività. La piastra di contropressione all'estremità di scarico fornisce la forza contraria contro la quale la vite comprime la torta. L'aumento della contropressione di un incremento di regolazione riduce generalmente l'umidità della torta da 1 a 3 punti percentuali , al costo di una coppia motore leggermente superiore. Gli operatori dovrebbero considerare la velocità della vite e la contropressione come variabili abbinate e ottimizzarle insieme.
Concentrazione dell'alimentazione dei fanghi
I fanghi di alimentazione che entrano in una macchina di disidratazione dei fanghi con pressa a coclea dovrebbero idealmente avere un contenuto di solidi totali (TS) compreso tra 0,5% e 4% . Troppo diluito e la macchina deve elaborare volumi eccessivi di acqua prima di raggiungere la zona di pressione, riducendo la produttività effettiva. Troppo concentrato e la fase di flocculazione diventa incoerente. Si consiglia il pre-addensamento utilizzando un addensatore a gravità o un'unità di flottazione ad aria disciolta (DAF) quando il TS di alimentazione è costantemente inferiore allo 0,8%.
Tipo di fango e attività biologica
Diversi tipi di fanghi hanno caratteristiche di disidratazione intrinsecamente diverse. La tabella seguente mostra i tipici intervalli di secchezza del panello ottenibili con la disidratazione con pressa a vite per i tipi di fanghi più comuni:
| Tipo di fango | TS mangime tipico (%) | Umidità della torta dopo la pressa a vite | Riduzione del volume |
|---|---|---|---|
| Fanghi attivi urbani (WAS) | 0,8–1,5% | 78–83% | 50-58% |
| Fanghi digeriti anaerobicamente | 2–4% | 75–80% | 55-62% |
| Fanghi delle acque reflue della lavorazione alimentare | 1–3% | 74-79% | 56-63% |
| Fanghi fibrosi di cartiera | 2–5% | 70-77% | 58-65% |
| Liquame di letame di bestiame | 3–6% | 72-78% | 57-65% |
Vantaggi operativi oltre la riduzione del volume
La disidratazione con pressa a vite offre vantaggi operativi misurabili che vanno ben oltre la riduzione del volume nominale. Gli impianti che stanno passando dalle vecchie tecnologie di separazione solido-liquido segnalano costantemente miglioramenti in più centri di costo.
- Riduzione del lavoro: Il meccanismo a vite autopulente elimina le routine giornaliere di lavaggio del nastro e di ispezione dei supporti associate alle presse a nastro: gli operatori riferiscono di risparmiare da 1 a 2 ore di lavoro manuale per turno e per macchina.
- Risparmio sui costi di trasporto: Una riduzione del volume del 60% riduce direttamente i viaggi di trasporto per lo smaltimento dei fanghi di un margine corrispondente. Per un impianto che smaltisce i fanghi tramite autocisterne, questo in genere significa 3-4 viaggi in meno a settimana per un'installazione da 10 tonnellate/giorno.
- Controllo degli odori: Il design del tamburo chiuso delle macchine per la disidratazione dei fanghi con pressa a vite riduce significativamente il rilascio di odori nell'aria rispetto alle presse a nastro aperte: un notevole vantaggio per gli impianti situati vicino ad aree residenziali.
- Basso fabbisogno di acqua di lavaggio: I sistemi di pressatura a vite in genere richiedono solo Da 0,5 a 1,5 m3 di acqua di lavaggio all'ora , rispetto a 10-20 m3/ora per installazioni di filtropresse a nastro comparabili.
- Compatibilità con il controllo automatizzato: I moderni sistemi di presse a vite si integrano con piattaforme di controllo SCADA e PLC, consentendo il monitoraggio remoto di coppia, produttività e essiccazione della torta, consentendo un'ottimizzazione basata sui dati senza la presenza in loco.
Risparmi cumulativi sui costi operativi: pressa a vite rispetto a filtro pressa a nastro (indicizzato, anno 1 = 0)
Il sistema di disidratazione con pressa a vite offre risparmi cumulativi maggiori grazie ai minori costi di energia, manodopera e acqua di lavaggio nel tempo.
Selezione della specifica del torchio a vite giusta per la tua applicazione
Le macchine per la disidratazione dei fanghi con pressa a vite sono disponibili in una gamma di dimensioni, configurazioni di spazi tra gli schermi e disposizioni di azionamento. La selezione delle specifiche corrette evita sia prestazioni inferiori che inutili sovraccapacità.
Dimensionamento della produttività
La produttività della macchina è valutata in chilogrammi di solidi secchi all'ora (kgDS/ora). Per dimensionare correttamente: calcolare il carico giornaliero di solidi secchi, dividerlo per le ore di funzionamento pianificate al giorno e applicare a fattore di sicurezza compreso tra 1,2 e 1,3 per tenere conto dei picchi di carico e delle finestre di manutenzione pianificate. Ad esempio, un impianto che produce 500 kgDS/giorno e funziona 16 ore/giorno richiede una macchina con potenza nominale minima 38 kgDS/ora (500 ÷ 16 × 1,2).
Selezione dello spazio sullo schermo
Lo spazio tra gli schermi (la spaziatura tra gli anelli adiacenti nel tamburo) controlla il compromesso tra la secchezza della torta e la limpidezza del filtrato. Le configurazioni standard degli spazi includono:
- 0,1–0,2 mm: Spazio sottile per fanghi attivi e fanghi sottili: dà priorità alla qualità del filtrato e al tasso di cattura degli SS
- 0,25–0,35 mm: Intervallolo standard per i fanghi urbani misti: secchezza e produttività bilanciate
- 0,5–1,0 mm: Spazio grossolano per fanghi fibrosi (carta, lavorazione alimentare): massimizza la produttività con un livello di secchezza accettabile
Materiale di costruzione
Per la maggior parte delle applicazioni municipali e dell'industria alimentare, Acciaio inossidabile 304 gli schermi e i componenti della carrozzeria forniscono un'adeguata resistenza alla corrosione a un costo del materiale ragionevole. Per ambienti ad alto contenuto di cloruri (acque marine, chimiche o alcune acque reflue industriali), Acciaio inossidabile 316L dovrebbe essere specificato ovunque. Tutti i componenti a contatto con il fluido devono avere una certificazione del materiale per evitare la sostituzione con leghe di qualità inferiore.
Pratiche di manutenzione che proteggono le prestazioni di disidratazione a lungo termine
Le macchine di disidratazione con pressa a vite sono tra le tecnologie di separazione solido-liquido che richiedono la minima manutenzione disponibili, ma una macchina trascurata perderà progressivamente le prestazioni di disidratazione. Il seguente programma di manutenzione preserva sia la produttività che la secchezza della torta per l'intera durata di servizio dell'apparecchiatura.
| Interval | Compito | Scopo |
|---|---|---|
| Ogni giorno | Controllare la limpidezza del filtrato e la consistenza dello scarico della torta | Rilevamento precoce di problemi di oscuramento dello schermo o di dosaggio dei polimeri |
| Settimanale | Ispezionare il tamburo del vaglio per eventuali ostruzioni parziali; a filo con il ciclo dell'acqua di lavaggio | Mantiene l'area aperta dello schermo e la produttività di disidratazione |
| Mensile | Lubrificare i cuscinetti dell'albero della vite; controllare l'assorbimento di corrente del motore di azionamento | Previene l'usura dei cuscinetti e identifica la coppia eccessiva prima del guasto |
| Trimestrale | Ispezionare i voli della vite per verificare l'usura; misurare la distanza dello schermo in più punti | Le alette usurate riducono la compressione; la deriva dello spazio riduce la secchezza della torta |
| Annuale | Ispezione completa dello smontaggio; sostituire i diaframmi della pompa dosatrice in polimero | Ripristina le specifiche prestazionali originali; convalida le parti soggette ad usura |
Informazioni su Qingben Tecnologia Ambientale (Jiangsu) Co., Ltd.
Qingben Environmental Technology (Jiangsu) Co., Ltd. è un'impresa professionale specializzata nella produzione e assistenza di apparecchiature per il trattamento dei fanghi e delle acque reflue. La nostra sede è nel campo della ricerca e sviluppo di apparecchiature per il trattamento dei fanghi e delle acque reflue e siamo specializzati nella fornitura di macchine per la disidratazione dei fanghi, apparecchiature per l'essiccazione dei fanghi, set completi di apparecchiature per il trattamento delle acque reflue, apparecchiature per l'essiccazione dei sedimenti fluviali e lacustri e servizi tecnici.
In qualità di produttore professionale di macchine per la disidratazione dei fanghi con pressa a vite e fabbrica di separatori solido-liquido, forniamo un supporto tecnico completo dalla consulenza del progetto, progettazione e costruzione fino al funzionamento e alla manutenzione, garantendo l'implementazione di successo e il funzionamento efficiente dei progetti di trattamento delle acque reflue e di trattamento dei fanghi. Il nostro team lavora a stretto contatto con i clienti nei settori municipale, industriale, agricolo e di bonifica ambientale per fornire soluzioni su misura che raggiungano costantemente le prestazioni di disidratazione target fin dal primo giorno della messa in servizio.
Domande frequenti
Q1: Quale contenuto di umidità può realisticamente raggiungere una macchina per la disidratazione dei fanghi con pressa a vite?
Per la maggior parte dei tipi di fanghi municipali e industriali, una pressa a coclea ben configurata raggiunge un contenuto di umidità del pannello pari a Dal 75% all'82% . I fanghi digeriti anaerobicamente e i fanghi industriali fibrosi spesso raggiungono il limite inferiore di questo intervallo. Per raggiungere un'umidità inferiore al 75% è generalmente necessaria un'ulteriore essiccazione termica anziché la sola disidratazione meccanica.
D2: Come si confronta un torchio a vite con una centrifuga come separatore solido-liquido per fanghi attivi?
Entrambe le tecnologie garantiscono un livello di secchezza comparabile per i fanghi attivi. Tuttavia, la disidratazione con pressa a vite consuma Dal 60% al 75% di energia in meno per tonnellata di solidi secchi rispetto a una centrifuga e funziona a livelli di rumore significativamente più bassi. Per gli impianti in cui i costi energetici e il rumore sono priorità, una pressa a vite è la scelta più forte. Le centrifughe presentano un vantaggio nelle operazioni continue a produttività molto elevata in cui l'ingombro è limitato.
Q3: Il sistema di disidratazione con pressa a vite è in grado di gestire i fanghi con un elevato contenuto di sabbia o graniglia?
L'elevato contenuto di grana accelera l'usura abrasiva sulle eliche della coclea e sul tamburo vaglio. Per i fanghi con una quantità significativa di solidi inorganici (oltre il 20% dei solidi totali), è consigliabile prevagliare o sgrassare l'alimentazione per rimuovere la sabbia grossolana prima che entri nella pressa a coclea. Laddove ciò non sia possibile, al momento della produzione devono essere specificati rivestimenti induriti resistenti all'usura.
D4: Il condizionamento dei polimeri è sempre necessario per la disidratazione con pressa a vite?
Per la maggior parte dei fanghi urbani biologici e misti, il condizionamento dei polimeri è essenziale per raggiungere il livello di secco desiderato e una qualità del filtrato accettabile. Tuttavia, alcuni tipi di fanghi altamente fibrosi, come i fanghi primari delle cartiere, possono essere lavorati con un'aggiunta minima o nulla di polimero perché la struttura della fibra fornisce una filtrazione naturale sufficiente. Si consiglia un test pilota per determinare la dose minima efficace di polimero per qualsiasi fango specifico.
Q5: Qual è l'ingombro tipico di una macchina per la disidratazione dei fanghi con pressa a vite?
Una pressa a vite compatta progettata per installazioni comunali di piccole e medie dimensioni occupa in genere una superficie di da 1,5 x 2,5 m a 2,0 x 4,0 m , compresa l'unità di dosaggio del polimero. Questa è sostanzialmente più piccola di una pressa a nastro di capacità equivalente, che richiede spazio aggiuntivo per le apparecchiature di lavaggio del nastro e i sistemi di tensionamento. L'ingombro compatto rende il sistema di drenaggio con pressa a vite particolarmente adatto per progetti di ammodernamento in edifici di drenaggio esistenti con spazio limitato.






